
日本铸币小谈-蔡艺先生随笔
-
背景介绍
1.律令时代
日本自大化改新后,飞鸟、奈良、平安三朝的律令政府积极效仿唐朝的经济文化制度,其中包括效仿唐代开元通宝铸造钱币。一般认为,铸造于元明天皇和铜元年(公元708年)的和同开珎,是日本官方的最早铸币。随后的奈良朝中淳仁天皇天平宝字四年(公元760年)铸开基胜宝与太平元宝,为日本最早之金银货币,同年铸造万年通宝铜钱。和同开珎与奈良朝的万年通宝、神功开宝(称德天皇天平神护元年–公元765年始铸)平安朝的隆平永宝(桓武天皇延历十五年–公元796年始铸)、富寿神宝(嵯峨天皇弘仁九年–公元818年始铸)、承和昌宝(仁明天皇承和二年–公元835年始铸)、长年大宝(仁明天皇嘉祥元年–公元848年始铸)、饶益神宝(清河天皇贞观元年–公元859年始铸)、贞观永宝(清河天皇贞观十二年–公元870年始铸)、宽平大宝(宇多天皇宽平二年–公元890年始铸)、延喜通宝(醍醐天皇延喜七年–公元907年始铸)、乾元大宝(村上天皇天德二年–公元958年始铸)合称“皇朝十二钱”。
2.金银铜货三货时代
自958年至1473年,日本官方经历了五百多年的无铸币时代,但日本却迎来了金银货币化的巅峰,在此阶段日本各地金银币制各异。1467年的日本经历了一场大变革,室町幕府土崩瓦解,各地领主割据一方,日本迎来了长达百年的战国时代(1467-1615)。混乱的时局,邻国(大明)提供的先进技术(灰吹法)都刺激着金银矿的发掘,也刺激着日本金银货币的流通与普及。据近藤守重的《金银图录》记载大约有200多种不同的金银货币。其中以甲州金与石州银为代表。混乱的政权终有统一,随着国家政权的统一,币值也伴随着统一。日本铸币的统一并不是一蹴而就的,而是一个统一而又漫长的过程。以1601年开铸庆长金银为始,1636年开铸宽永通宝为终。
3.统一铸币体制
公元1603年(后阳成天皇庆长八年)德川家康在日本江户(现东京)建立了长达265年的德川幕府政权,史称江户时代。为了巩固新生的政权,德川家康实施了以统一币制的一系列的货币改革。其中包括设置金座与银座。庆长金银币的发行替代了战国时代混乱的金银币制,但对于三货的统一仍有重大的漏洞。一是流通中的中国渡来钱体量巨大,如何统一铜货?二是金银铜三种铸币之间的统一如何实现?
宽永三年(公元1626年),在水户藩与幕府的授意下,富商佐藤新助在自营的水户田町钱座铸造出面纹为“宽永通宝”的货币,但由于种种原因并未大规模铸造。直至宽永十三年,日本铜产量稳定增产,时年六月幕府在江户浅草桥场、江户芝网绳手、近江坂本设立钱座。宽永十四年幕府允许各藩铸造钱币于是增开陆奥仙台、常陆水户、三河吉田、信浓松本、越后高田、长门赤村、越前冈山和丰后足田八个钱座,后于宽永十七年增开骏河井之宫钱座。因各地增开钱座满足市面上流通需求,宽永通宝曾一度中断铸造。直至承应二年(公元1653年)增开京都建仁寺、明历二年(公元1656年)增开骏河踏谷和浅草鸟越钱座。万治二年(公元1659年),全国十五个钱座铸造了约30亿枚宽永通宝。随着宽永通宝的铸造,在30多年间里几乎驱逐了所有的日本渡来钱。宽文八年(公元1668年)幕府新开江户龟户钱座,宽文八年之前铸钱称之为古宽永,宽文八年后铸钱称之为新宽永[1–4]。
在统一铜钱的过程中,幕府也逐步统一了三货制度:
金货为定量货币,用四进位制(一两=4分=16朱)。流通主要有小判(一两)和一分判;
银货为称量货币,用十进位制(一匁=10分)。流通主要有丁银、豆板银等;
钱货为流通货币,按贯、文计算(一贯=一千文)。
三货的大致换算为:金一两=银五十匁=钱四贯。
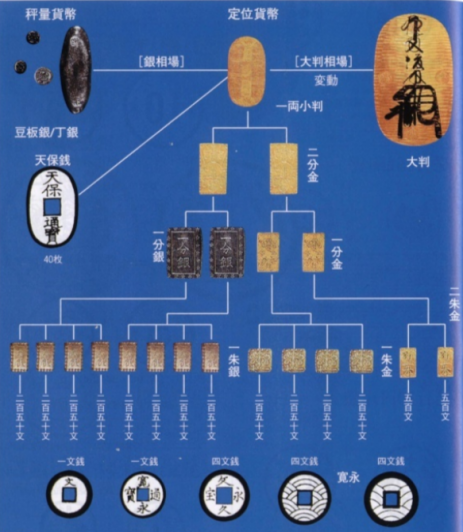
图1 江户幕府货币制度[5]
4.德川幕府货币改铸
金属货币的普及使得金、银、铜等金属入不敷出。为此德川幕府在其统治的200多年间进行了不下11次的货币改铸,在维持统一货币体制的同时也能获得铸币利益[6]。
德川幕府于元禄八年实行货币改革史称元禄改铸[7]。通过减少流通货币中的金属含量,从而扩大钱币的流通量,从中获得更多的铸币利益。幕府实行货币改革的目的是为了解决贵金属短缺与幕府财政收支困难等问题。但是事与愿违,改铸后由于百姓将质量上乘的旧币藏于家中,幕府无法回收旧币,加剧了日本贵金属的短缺。
元禄改铸产生了劣币驱良币,物价飙升、造假盛行等社会问题。为了稳定物价、稳固动荡的社会。新井白石提出改铸良币、贵金属论等,从而引发了幕府新一轮货币改铸。因其发生在正德年间,并且与元禄改铸内容相反,目的是恢复庆长年间的币制又称为正德复古改铸[8]。虽然此次改铸虽然稳定了物价、维持了幕府的信誉,但是直接导致了物价下跌,引发了底层武士暴动。
为了解决前一次的货币政策的遗留问题,幕府不得不继续进行货币改铸。在接下来的几十年间相继进行了元文改铸[9–10]、文政改铸、天保改铸与安政改铸等一系列措施,日本货币的流通也逐渐混乱不堪。自1858年“幕末开国”事件后,来自欧美列强的冲击使得德川币制与德川政权一样摇摇欲坠[11-12]。
-
古钱的铸造工艺
- 范铸法
用型砂制造工件外形,然后将液态金属浇入砂型中的铸造方法通常称之为砂型铸造。砂型造钱的方法盛行与隋唐之后,在此之前的不同历史阶段曾采用过石范、陶范与金属范等外形。在专业上我们将用陶范和石范的铸造方法称为陶瓷型铸造,将用金属范铸造的方法称之为金属型铸造。但在钱币的学术性文章中我们可以统一称为范铸法[13]。

图2 范铸法铜母范1与泥子范2
日本皇朝古钱铸造量稀少且年代久远,受同时代中国的影响深刻,日本钱币铸造方法鲜有关注。自上世纪60年代末,随着日本考古工作的开展,以奈良为中心的飞鸟池遗迹、平城京遗迹、大阪难波宫细工谷遗址、奈良柏木町遗址等相继出土了富本钱、和同开珎和神功开宝等日本早期钱币及钱范实物。让我们能够窥见日本早期的铸造工艺,从而能够从侧面反映出日本钱币与我国隋唐时期钱币铸造的一脉相承。
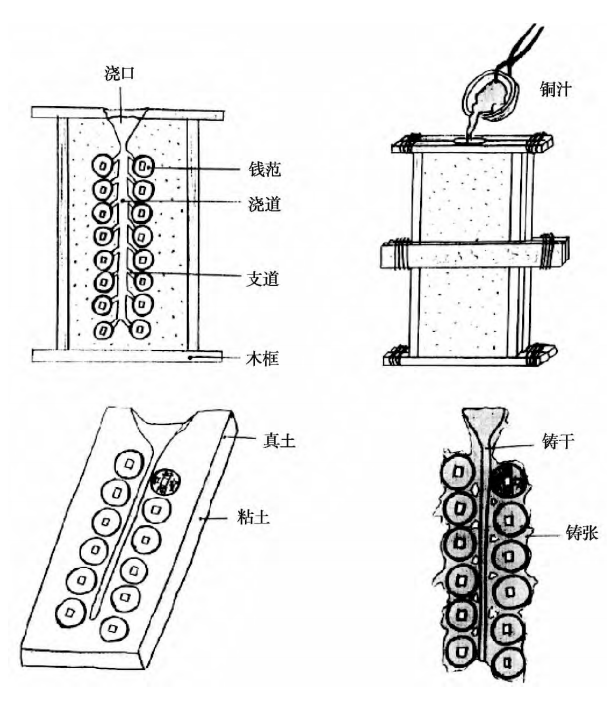
图3 日本学者对神功开宝钱的铸造流程及复原图[14]
- 翻砂法
翻砂法,顾名思义是利用母钱翻铸子钱的方法。在我国唐代时普遍采用,是利用钱模在砂土中造型并浇注成型的一种方法,所用工艺与现代砂型铸造别无差异[15]。范铸法看似与翻砂法别无大异,实则大不相同。而日本铸造量最大,铸造时间最长的宽永通宝便是用翻砂法铸造而成,本文接下来将通过介绍砂型铸造来展示宽永通宝的铸造工艺。
-
砂型铸造
砂型铸造是将液态金属浇入砂型的铸造方法。是目前最常用、最基本的铸造方法[13]。
- 型砂介绍
型砂通常是由石英砂、黏土或其他粘性材料(如水玻璃砂、树脂砂等)和水按一定比例混合制造而成。为了制造精度达标的铜钱,要求型砂具有以下特性:一定的强度、透气性、耐火性和退让性。
强度包括干强度、湿强度等特性。原因是使造型坚固不受铸液流动影响、铸造后不会因为过热导致砂型开裂、浇注后开箱时减少型砂附着在铸件上。主要影响因素有型砂的颗粒大小、均匀程度、含水量等。
型砂的透气性则是指紧实砂型的孔隙度,如果型砂一味压实,则会导致铸型透气性不好,易在铸件内形成气孔等缺陷。铸型会在高温金属液的作用下产生大量气体,所以铸型必须要有良好的排气能力。但砂样的透气性并不等于型砂的透气性,后者的影响因素主要有原砂的颗粒度、含水量以及型砂的紧实程度等。
型砂的耐火性则是指在高温程度下不被烧焦熔化的能力,耐火性差的型砂会导致铸件表面产生一层难以清除的粘砂层,对后续清理工作难以进行。型砂中SiO2含量高、砂质粗而圆润时,则耐火度高;型砂中粘结剂含量高、碱性物质含量高时,则耐火性差。
退让性则是指型砂不阻碍铸件收缩的高温性能。众所周知,母钱的尺寸均比同版子钱的尺寸要大,这是因为金属在铸造成型的时候由于固体时原子间距与液态时原子间距不一致导致铸件收缩的现象(可以类比于冰与水的关系,但液态金属密度比固体金属密度小。)型砂的退让性差则会导致铸件的开裂。型砂越紧实则退让性越差,可在型砂中加入木屑等可燃物提高型砂的退让性。
通过砂型铸造得到的铸件通常会有气孔、缩孔缩松、砂眼、夹砂、粘砂、裂纹、冷隔和浇不足等缺陷。其中一部分可以通过选用合适的型砂来减少缺陷,另一部分缺陷则要通过造型或者浇注过程中来避免。由上所知,采用海砂铸币会使钱币的表面粗糙程度增大,影响后续加工,故铸币不适宜采用海砂。
- 浇注系统介绍
在铸型中引导液体金属进入型腔的通道称为浇注系统,其对金属液的流动方向、压力传递、填充速度、填充时间、排气条件、型温分布等都起着重要的控制和调节作用,同时也是决定铸件表面和内部质量的重要因素。浇注系统通常由四个部分组成,包括外浇口、直浇道、横浇道和内浇道,具体组成见图4所示。浇注系统具有以下作用:1.使液态金属平稳引入到型腔中,避免破坏铸型和型芯,即不冲击、不激溅、不氧化、不卷气;2.有效去除金属液中的夹杂和气体,防止炉渣进入型腔;3.调节铸件的顺序凝固;4.提供足够的压力,获得轮廓清晰的铸件。
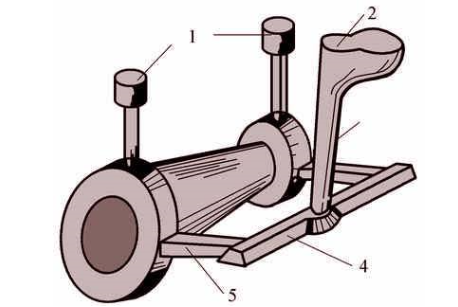
图4 浇注系统及冒口示意[13]
1-冒口;2-外浇口;3-直浇道;4横浇道;5内浇道
外浇口,又称浇口杯,其作用是承接从浇包中倒出来的液态金属,减轻金属液流对铸型的冲击,使金属液能够平稳流入直浇道中,防止过浇而导致逸出且还有一定的挡渣作用。其形状主要可分为漏斗形和池盆形两种,上图所示为池盆型浇口杯,漏斗形浇口杯挡渣少但消耗金属少,池盆形浇口杯挡渣多但消耗金属也多。其中浇口杯有以下注意事项:1.浇口杯形状不应浅且狭长,这样铸造夹渣会堵在直浇口;2.浇口杯内壁不可太过倾斜,倾斜的内壁会导致合金溶液的溅出,同时内壁也易被冲毁;3.浇口杯应做有凸面,以防止合金液流入砂型中,若做不成凸面,则浇注位置应离直浇道较远。
直浇道,是连接横浇道与浇口杯的一条垂直通道,截面多为圆形,在于浇口杯相连处多带有一定的倾斜度。利用直浇道的高度产生一定的静压力,使金属液产生填充压力。直浇道越高,产生的填充压力越大。一般直浇道要高于型腔最高处100~200mm。金属液体由直浇道流入横浇道时由于流动方向的急剧变化,对直浇道底部有强烈的冲击作用并产生涡流与紊流区,常常引起冲砂、渣孔和大量氧化夹杂等铸造缺陷。设置直浇道窝可以改善金属液的流动情况,直浇道窝一般做成圆锥台形与半圆形,直浇道窝的直径一般为横浇道的2倍左右,直浇道窝的深度一般较横浇道深度一致,并在直浇道与横浇道连接处设置圆角可以有效减少上述缺陷。
横浇道,是直浇道末端与内浇道前端相连接的部分,其主要作用为挡渣与集气是浇注系统中最后一道挡渣的关口。横浇道的断面形状有梯形、圆形和圆顶梯形三种,梯形和圆顶梯形主要浇注灰铸铁和有色合金铸件,圆形截面的横浇道散热量最少但挡渣效果差,用于浇注钢件。横浇道的截面面积应该等大或均匀缩小,若有突然胀大缩小部分极易形成涡流。
内浇道,是金属液直接流入型腔中的通道,与铸件直接相连,可以通过控制金属液流入型腔的速率和方向。它可以影响铸件内部的温度分布,直接影响到了铸件的质量。为了利于挡渣、防止铸液冲击型芯和冲刷铸型壁,内浇道的倾斜方向与横浇道中液体金属流动的方向一般大于90度。另外内浇道不能正对型芯,必要时采用切线引入,但采用切线引入会导致铸件表面较为粗糙,铜钱的铸造过程中内浇道最好不要切线引入。
冒口是为保证铸件质量而增设的,其作用主要有排气、浮渣和补缩。对于厚薄相差较大的铸件,都要在厚大部分的上方适当开设冒口,但在钱币铸造过程中并不需要。
- 浇注准备
钱币的浇注过程主要为以下部分:
造箱→放置钱币→筛砂→造下砂型→撒分型沙→造上砂型→开外浇口、扎通气孔→起出模样→合型→浇注
在制造铸型之前需要把砂箱、母钱、型砂、分型沙以及常用手工造型工具准备好。由于宽永通宝为整体空心圆柱工件、无分型面,故铸件的型腔在下箱,采用两箱式整模造型。
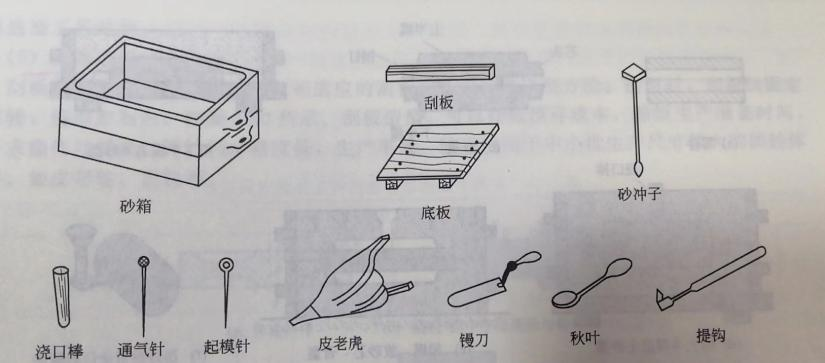
图6 常用手工造型工具[13]

图7 浇注准备,图注
- 1-水户星文手母钱;2-型箱套装;3-筛砂;4-撒分型沙;
5、6-立浇法浇道与成品;7-9横浇法浇注过程[16]
首先将下砂箱放置于底板上,然后将母钱放置于下砂箱中合适位置,如图7-2所示。随后将已经筛过一遍的型砂放置于下砂箱中,以天保通宝为例所采用的型砂为细到能当牙膏的化粧砂;当型砂松散地充满整个下砂箱后,利用砂冲子将型砂夯实,往复操作直至夯实的型砂充满下砂箱;之后再利用刮板将多余的型砂刮去,使下砂箱两面型砂平整;随后将下砂箱转换一个面,将母钱暴露在上,随机撒下分型沙,古代分型沙多为草木灰,撒好之后如图7-4所示。值得注意的是分型沙不能撒在母钱之上,撒在母钱上的分型沙要用皮老虎或单笔清除,避免子钱表面质量受到影响;然后便是将上砂箱对准套在下砂箱上,重复操作。在上砂箱造型夯实之后使用通气针在砂型上扎许多气孔以便于排气。
接下来的步骤便是利用镘刀、秋叶和提钩等工具来挖浇注系统,但值得注意的是在钱币铸造过程中,主要有两种浇注方法:
其一为立浇法,《天工开物·冶炼-钱》[17]中所介绍的工艺方法便是立浇法。其浇注系统中横浇道的范围狭窄,浇口杯为锥形浇口杯,其利用直浇道与铸液自身的重力进行浇注。值得注意的是母钱应两两排列于直浇道左右两侧,而排列在直浇道底部的铸型往往会因为重力等原因铸毁,立浇法的浇注系统与最终呈现效果如图7-5、7-6所示。
其二为横浇法,横浇法在造上砂形时就要将浇口棒一并放置于下砂箱上,浇口棒留下的空隙便是直浇道的位置,故浇口棒放置的位置周围近处不宜放置母钱。横浇法中的内浇道与立浇法中内浇道应一致,不沿切线引入同时也不正对钱币的方孔位置,横浇法的浇注系统与最终呈现效果如图7-8、7-9所示。
布置完浇注系统扎上通气孔之后利用起模针将母钱取出并适当修型,若有型砂掉落在型腔中需要利用皮老虎等工具将型砂吹出,以防止夹砂和浇注粗糙。最后便是合形浇注,主要流程如图8所示。
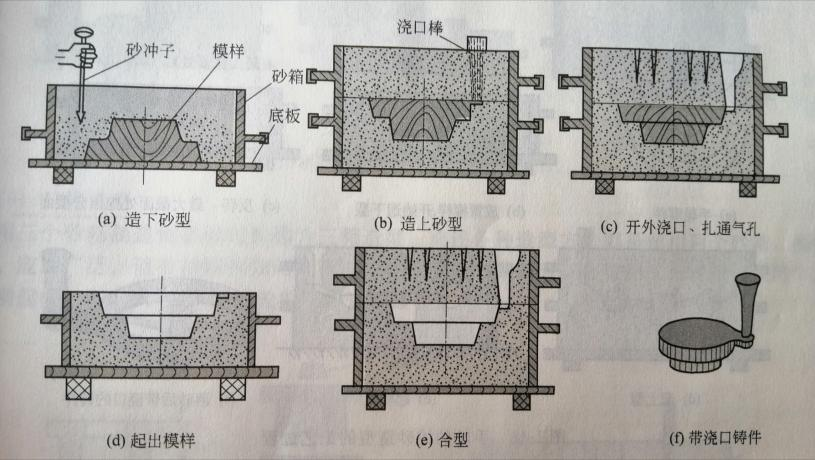
图8 整模铸造[13]
4.浇注后处理

图9 采用立铸法所得待处理钱树[16]
铸造完成之后得到的铸件钱树如图9所示,其中顶端的铸币则是因为采用立铸法冲坏型腔所致。从铜到钱币,铸造只是经过了最关键的一步,接下来将经过若干步骤使之变成可以流通的铜钱。
首先使用工具将铜钱于钱树中取下来,内浇道的作用在此体现出了,太窄铸液流不进型腔太宽则取钱更困难,且浪费浇注原料。将钱币取下来之后,用一根棒子像串糖葫芦一样将钱串在一起剔除浇道部分铜块,随后将钱放入到鲸鱼油与墨水混合的溶液中进行染色,目的是使宽永通宝四个字与地章形成对比,使用者能看得更清晰。染色之后再经过粗磨与精磨两个步骤来打磨钱币,最后将钱币交给铸造长官检查,通过即可流入市场。
与范铸法相比,翻砂法所铸型属于砂质的湿砂,型砂可以重复利用。而无论陶范还是泥范亦或是金属范都是干型,造型材料不能重复利用。正是因为翻砂法具有操作简便、质量可靠、生产率高、成本低廉等一系列优点,因而能够取代其他铸钱工艺。在国内自宋代起成为钱币铸造的唯一成形手段,在国外也成为江户幕府的唯一铸造手段。
参考文献
- [1]吕海路,高科冕.国内所见宽永通宝研究综述[J].中国钱币,2022,(03):65-71.
- [2]魏咏柏.宽永通宝钱[J].收藏,2018,(06):105.
- [3]吴树实.浅谈江户幕府末期两种试铸币——“庆应通宝”和“铜山至宝”[J].中国钱币,2008,(03):67-71+81.
- [4]陈宣本.介绍两枚“宽永通宝”钱[J].西安金融,2003,(03):62.
- [5]日本货币商协同组合.日本货币图录-2023[M].XXXX,2023,(01).
- [6]孙延森.德川幕府的经济结构发展研究[J].财富时代,2020(12):114-115.
- [7]石俊志.外国货币史漫谈之十:日本德川幕府实行的货币改革——元禄改铸[J]. 金融博览,2021(09):46-47.
- [8]周爱萍.新井白石的货币论与正德货币改铸[J].世界历史,2007,(05):61-68.
- [9]周爱萍.日本德川时代三货制度下的货币流通[J].史学月刊,2009,(10):69-75.
- [10]周爱萍.日本德川吉宗的元文货币改铸[C].西部金融钱币研究——2008陕西省钱币学会论文汇编,2008:162-169.
- [11]端木迅远.德川幕府财政崩溃研究[J].浙江社会科学,2019(02):141-148+154.
- [12]周爱萍.日本幕府末期货币改铸原因刍议[J].中国钱币,2004,(02):60-64.
- [13]何柏林,徐先锋.材料成型工艺基础[M].北京:化学工业出版社,2010.
- [14]徐雁宇.介绍几种日本早期钱币及铸范[J].中国钱币,2016,(03):48-51.
- [15]华觉明,朱寅华.母钱法及其造型工艺模拟[J].中国科技史料,1999,(03):77-84.
- [16]李沫,张昕煜,成小林,吴娜.明代黄铜钱币的翻砂铸造模拟研究[C].中国国家博物馆文物保护修复论文集,2019:192-201.
- [17](明)宋应星.图解天工开物:中国古代工艺大全[M].海口:南海出版社,